欢迎来到浙江丞达新材料科技有限公司!
搜索
名称
描述
内容
首页
关于丞达
产品中心
PA6/PA66系列
PA6T/PPA系列
PA46系列
PES/PSU系列
技术支持
成型技术
二次加工技术
塑料件设计评价
丞达实验室
新闻资讯
联系我们
NEW最新公告:
食品行业用塑料包装材料发展趋势解析
工程塑料行业发展的九大特点及未来展望!
塑胶模具基本知识大全,史上最全整理
移印技术在饮料塑料瓶盖上的应用方法
科思创引领全新研究项目从工业废水中回收盐
•
当前位置:
首页
≡
技术支持
≡
成型技术
≡
塑料件设计
≡
翘曲改良
≡
翘曲改良
技术知识
knowledge
翘曲改良
来源:
|
作者:
procec09e
|
发布时间:
2021-02-02
|
2961
次浏览
|
🔊
点击朗读正文
❚❚
▶
|
分享到:
箱型形状可认为是由L型形状围成的形状。因此,如图所示,箱型形状的四边产生L形的内倒。特别是四边的中央部分,由于受其它边限制的影响小而向内侧产生较大的翘曲变形。
4.5翘曲改良
4.5.1箱型形状
箱型形状可认为是由L型形状围成的形状。因此,如图所示,箱型形状的四边产生L形的内倒。特别是四边的中央部分,由于受其它边限制的影响小而向内侧产生较大的翘曲变形。
一般而言,在四方框的长边与短边中,长边的内翘更大。如图所示,跨度越大,则内翘越大。其原因与L形同样,一般认为有以下几点:
(1)非增强品种
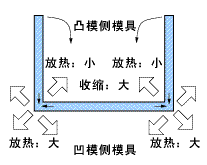
非增强型时,由于收缩率对模具温度及冷却速度等因素的依存性大,微小的模具温度差及冷却速度差就会造成变形。
箱型形状的内翘变形与L形同样,由于内侧与外侧的放热面积不同,内侧收缩大而外侧收缩小,因此产生向内侧倾倒的变形。
(2)玻璃纤维等增强品
箱体变形模型
玻璃纤维等增强品种时,在箱型形状的L形部分的内侧与外侧,玻璃纤维的取向不同。在外侧,玻璃纤维沿流动方向的取向强烈,难以收缩。而在内侧,取向杂乱,容易收缩。因此,内侧的成型收缩相对增大,产生内倒变形。
箱体变形模型(纤维增强品种)
(3)过去,人们一直是上述观点,但最近开始有了下面观点。
由纵横比值大的充填材料制作增强品种制品时,充填材料在L形部分按下面断面图的形态进行取向。如果是纤维充填材料,则流动方向的收缩率小,流动垂直方向的收缩率大。即,长度方向的收缩率小,厚度方向的收缩率大,如右图所示。因此,拐角的倾倒角度因收缩率的不同而变化。这就表现为箱型形状的内倒变形。当材料为玻璃纤维增强类品种时,由于收缩率对模具温度的依存性小,据说上述模具温度差的影响也相应变小。
4.5.2减少箱型形状的变形对策
箱型形状的内翘变形对策如下:
⑴冷却模芯部分
箱型形状的内翘变形的主要原因是模芯部分的冷却效果差,因此对模芯部分的冷却极其有效。如图所示,特别是非增强品种的内翘变形可得到大幅度改善。
模蕊冷却与翘曲改善之效果
⑵改变浇口位置
如图所示,改变浇口位置,内翘变形发生改变。特别是在玻璃纤维增强类品种中,从顶面设置中心点浇口后,可收到改善内翘变形的效果。
浇口位置与翘曲改善效果
⑶在开口外围设置肋条
如图,在开口外围按照增加凸缘的形态设置肋条,可收到改善内翘变形的效果。特别是玻璃纤维增强类品种的内翘变形可得到大幅度改善。
⑷改变侧面与顶面间厚度比
对侧面与顶面之间的厚度设置偏差,可收到改善内翘变形的效果。特别是非增强品种的内翘变形可得到大幅度改善。
不同厚度与改善翘曲效果
汇总以上效果
上一篇:
无
下一篇:
强度考虑