
-
食品行业用塑料包装材料发展趋势解析
-
工程塑料行业发展的九大特点及未来展望!
-
塑胶模具基本知识大全,史上最全整理
-
移印技术在饮料塑料瓶盖上的应用方法
-
科思创引领全新研究项目从工业废水中回收盐
注射成型机的选择主要有2个要素:即锁模力及注射量。
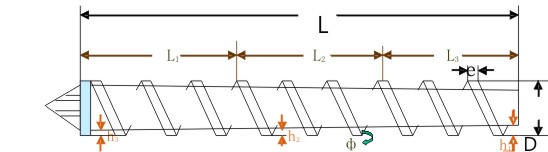
1.2.1 螺杆标识术语名称
|
代表符号 |
L |
L/D |
Ф |
h1 |
h2 |
h3 |
|
功能名称 |
螺杆总长度 |
螺杆长径比 |
螺纹升角 |
加料段螺槽深 |
均化段螺槽深 |
计量段螺槽深 |
|
代表符号 |
d |
L1 |
L2 |
L3 |
е |
ε |
|
功能名称 |
螺杆直径 |
计量段长度 |
均化段长度 |
加料段长度 |
螺棱宽 |
压缩比 |
1.2.2 各类型材料适用螺杆结构技术参数
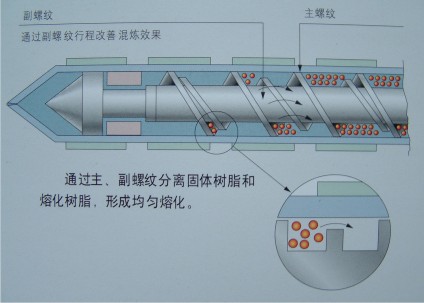
常规螺杆见附件。新型主副螺杆结构采用主副组合螺杆,产生了加强分离过滤熔融塑胶作用,将实现了缩短长径比值。
1.2.3 适用料筒 / 螺杆的选择
注塑机射胶容量的选择是以一模总量(包括主料口、主流道、分流道及一模多腔制件的质量)的1.5~2.5倍为最佳容量。过大时使材料在料筒中停留过间过长,造成变色或降解,简便的测试方法是选用不同颜色的材料从下料口处加入,用正常的模塑工艺周期观察,自下料口进去至喷嘴出来的时间应小于6-8模,超过6-8模时表明该机型过大,不合适。
工程材料在熔融过程中,体积质(重)量较轻,所以在注入模腔的过程中有大量的气体溢出,模具应采用有合理排气通道的浇注填充系统以利于气体的排出,最好是全周长型腔排气。螺杆的长径比根据不同材料选取适应值之间。高于材料适应值以上的长径比会造成物料在料筒中停时间过长,剪切发生变化,造成热降解,使物料性能变坏,螺杆与料筒双边间隙应小于0.2mm,过大会造成注射保压过程中物料回流,使料流不平衡,剪切紊乱,造成降解。
1.2.4 各种材料适用料筒 / 螺杆容量参数
|
原料 |
PC |
PPO |
PP |
PBT |
PET |
PA6 |
PA66 |
|
螺杆料筒双边间隙 |
<0.2mm |
<0.3mm |
<0.3mm |
<0.2mm |
<0.2mm |
<0.2mm |
<0.2mm |
|
料筒容量比每模容量 |
1:1.5~2 |
1:1.5~2 |
1:2~3 |
1:1.2~3 |
1:1.2~3 |
1:1.5~3 |
1:1.5~3 |
|
料筒温度精度 |
100℃±1% |
100℃±2% |
100℃±2% |
100℃±1% |
100℃±1% |
100℃±2% |
100℃±2% |
1.2 Injection Molding Machine
The choice of injection molding machine has two main elements: the amount of clamping force and injection.
1.2.1 Screw term name identification
Representative symbol L L / D Ф h1 h2 h3
Function names Screw Thread l the total length of screw length screw feed zone angle of groove depth were measured section of spiral groove depth section spiral groove depth
Representative symbol d L1 L2 L3 е ε
Screw diameter measurement function names are of length length length of feeding screw compression ratio of edge width
1.2.2 Structure of various types of materials, technical parameters for screw
Conventional screw is attached. Structure of the new main and screw combination with the main vice screw, resulting in a separation filter to enhance the role of melting plastic, will achieve a shorter diameter ratio.
1.2.3 for barrel / screw selection
Shot plastic injection molding machine is a model of capacity choice of the total (including the main ingredient port, main channel, Stream Road, and a multi-cavity mold workpiece quality) of 1.5 to 2.5 times the optimum capacity. Too large, the material stays in the barrel in between the long, causing discoloration or degradation, simple test is used the material in different colors by adding entrance and exit from the bottom, with a normal molding cycle of observation, since the entrance and exit into the next to the nozzle out of time should be less than the 6-8 model, 6-8 model over time shows that the model is too large, inappropriate.
Engineering materials in the melting process, the volume of mass (weight) light, so the process of injection mold cavity a large number of gas spill, mold should be reasonable access for pouring exhaust gas filling system to facilitate the discharge, the best the whole circumference of the exhaust cavity. Screw the aspect ratio selected according to fitness value between different materials. Fitness value higher than the material aspect ratio will cause more material in the barrel-stop for too long, cut changes, resulting in thermal degradation, deterioration of materials properties, screw and barrel bilateral gap should be less than 0.2mm, too cause the injected material back packing process, so that material flow imbalance, shear chaos, causing degradation.
1.2.4 for a variety of materials, barrel / screw capacity parameters
Raw PC PPO PP PBT PET PA6 PA66
Screw barrel bilateral space <0.2mm <0.3mm <0.3mm <0.2mm <0.2mm <0.2mm <0.2mm
Barrel of capacity than the capacity of each module 1:1.5 1:1.5 ~ 2 ~ 2 ~ 3 1:2 1:1.2 1:1.2 ~ 3 ~ 3 ~ 3 1:1.5 1:1.5 ~ 3
Precision barrel temperature 100 ℃ ± 1% 100 ℃ ± 2% 100 ℃ ± 2% 100 ℃ ± 1% 100 ℃ ± 1% 100 ℃ ± 2% 100 ℃ ± 2%

技术服务热线
18930818849
客户服务热线
0573-85809080
Copyright © 2021 浙江丞达新材料科技有限公司
